





Графітовий електрод використовується для рафінування корунду в електродуговій печі. Електроди печі малого діаметра




Технічний параметр
Діаграма 1: Технічний параметр для графітового електрода малого діаметра
| Діаметр | частина | опір | Міцність на згин | Модуль Юнга | Щільність | CTE | Ясень | |
| дюйм | mm | мкОм·м | МПа | ГПа | г/см3 | ×10-6/℃ | % | |
| 3 | 75 | Електрод | 7,5-8,5 | ≥9,0 | ≤9,3 | 1,55-1,64 | ≤2,4 | ≤0,3 |
| Соска | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 4 | 100 | Електрод | 7,5-8,5 | ≥9,0 | ≤9,3 | 1,55-1,64 | ≤2,4 | ≤0,3 |
| Соска | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 6 | 150 | Електрод | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| Соска | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 8 | 200 | Електрод | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| Соска | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 9 | 225 | Електрод | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| Соска | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 10 | 250 | Електрод | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| Соска | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
Діаграма 2: Потужність струму для графітового електрода малого діаметра
| Діаметр | Поточне навантаження | Щільність струму | Діаметр | Поточне навантаження | Щільність струму | ||
| дюйм | mm | A | А/м2 | дюйм | mm | A | А/м2 |
| 3 | 75 | 1000-1400 | 22-31 | 6 | 150 | 3000-4500 | 16-25 |
| 4 | 100 | 1500-2400 | 19-30 | 8 | 200 | 5000-6900 | 15-21 |
| 5 | 130 | 2200-3400 | 17-26 | 10 | 250 | 7000-10000 | 14-20 |
Таблиця 3: Розмір графітового електрода та допуск для графітового електрода малого діаметра
| Номінальний діаметр | Фактичний діаметр (мм) | Номінальна довжина | Толерантність | |||
| дюйм | mm | Макс. | Хв. | mm | дюйм | mm |
| 3 | 75 | 77 | 74 | 1000 | 40 | -75~+50 |
| 4 | 100 | 102 | 99 | 1200 | 48 | -75~+50 |
| 6 | 150 | 154 | 151 | 1600 | 60 | ±100 |
| 8 | 200 | 204 | 201 | 1600 | 60 | ±100 |
| 9 | 225 | 230 | 226 | 1600/1800 | 60/72 | ±100 |
| 10 | 250 | 256 | 252 | 1600/1800 | 60/72 | ±100 |
Основна програма
- Виплавка карбіду кальцію
- Виробництво карборунду
- Рафінування корунду
- Виплавка рідкісних металів
- Феросиліцієвий завод вогнетривів
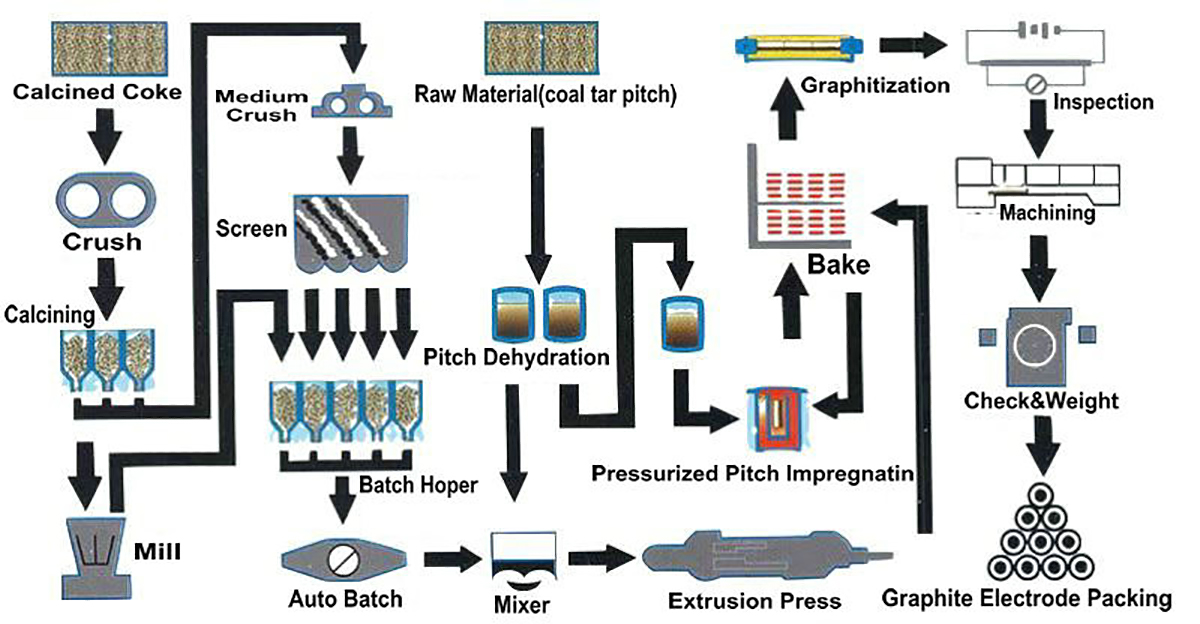
Процес виробництва графітового електрода RP
Переваги Gufan
1. Виготовлені з високоякісних графітових матеріалів, наші графітові електроди малого діаметра витримують екстремальні температури та забезпечують чудову електропровідність. Це забезпечує стабільний і ефективний процес плавки, що забезпечує високу якість продукції та зниження споживання енергії.
2. Невеликий розмір цих електродів дозволяє точніше контролювати процес плавлення, що робить їх ідеальними для застосувань, які вимагають високої точності та чітких результатів. Незалежно від того, виробляєте ви сплави чи рафінуєте метали, наші електроди допоможуть вам досягти бажаного результату з неперевершеною точністю.
3. Наші графітові електроди малого діаметра підходять для широкого спектру галузей промисловості, включаючи виробництво сталі, хімічну обробку та лиття металу. Незалежно від розміру вашої операції, наші електроди можна налаштувати відповідно до ваших конкретних вимог.
4. У виробництві сталі наші графітові електроди малого діаметра використовуються в електродугових печах, де вони відіграють вирішальну роль у виробництві високоякісної сталі. Їх невеликий розмір дозволяє точно контролювати процес плавлення, забезпечуючи постійні результати та мінімізуючи відходи.
5. У хімічній обробці наші електроди необхідні для виробництва карбіду кальцію та очищення карборунду. Ці процеси вимагають точного контролю температури, який наші електроди забезпечують з максимальною точністю.
6. Для лиття металу наші графітові електроди малого діаметра використовуються на заводах з виплавки рідкісних металів і феросиліцію. Чудова провідність графіту дозволяє ефективно плавити метали, що призводить до швидшого циклу виробництва та підвищення загальної продуктивності.