





Високопотужний графітовий електрод для EAF LF плавлення сталі HP350 14 дюймів




Технічний параметр
| Параметр | частина | одиниця | Дані HP 350 мм (14 дюймів). |
| Номінальний діаметр | Електрод | мм (дюйм) | 350 (14) |
| Максимальний діаметр | mm | 358 | |
| Мінімальний діаметр | mm | 352 | |
| Номінальна довжина | mm | 1600/1800 | |
| Максимальна довжина | mm | 1700/1900 | |
| Мін. довжина | mm | 1500/1700 | |
| Щільність струму | KA/см2 | 17-24 | |
| Пропускна здатність по струму | A | 17400-24000 | |
| Питомий опір | Електрод | мкОм | 5,2-6,5 |
| Соска | 3,5-4,5 | ||
| Міцність на згин | Електрод | Мпа | ≥11,0 |
| Соска | ≥20,0 | ||
| Модуль Юнга | Електрод | Gpa | ≤12,0 |
| Соска | ≤15,0 | ||
| Насипна щільність | Електрод | г/см3 | 1,68-1,72 |
| Соска | 1,78-1,84 | ||
| CTE | Електрод | ×10-6/℃ | ≤2,0 |
| Соска | ≤1,8 | ||
| Зольність | Електрод | % | ≤0,2 |
| Соска | ≤0,2 |
ПРИМІТКА: Можуть бути запропоновані будь-які конкретні вимоги щодо розмірів.
Інструкція по установці ніпеля
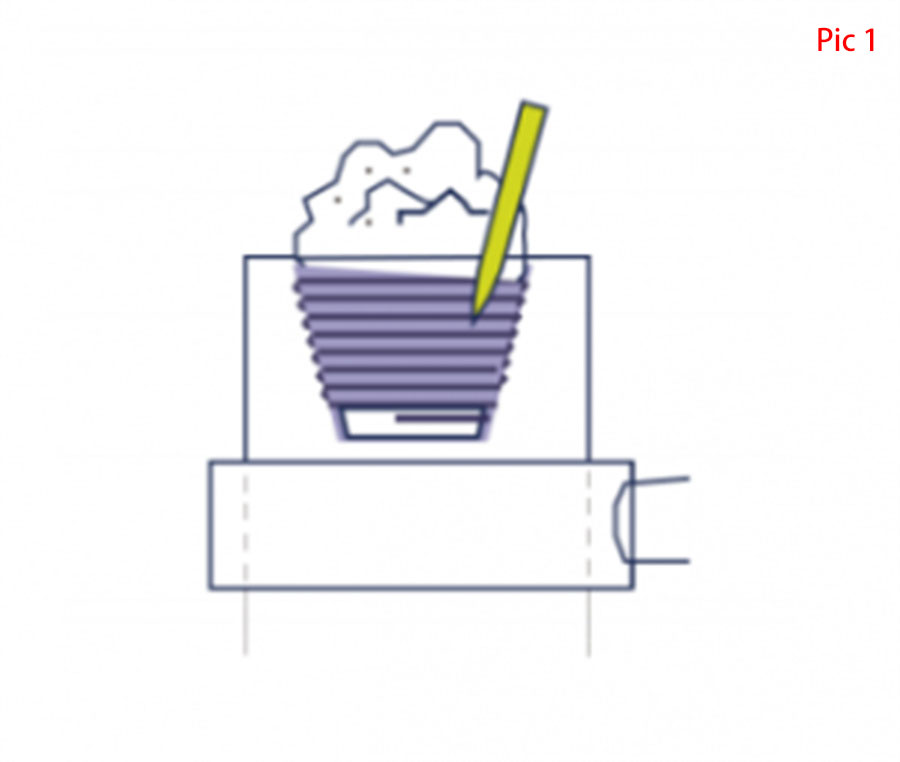
1. Перед встановленням ніпеля графітового електрода очистіть поверхню та гніздо електрода та ніпеля від пилу та бруду стисненим повітрям; (див. рис. 1)
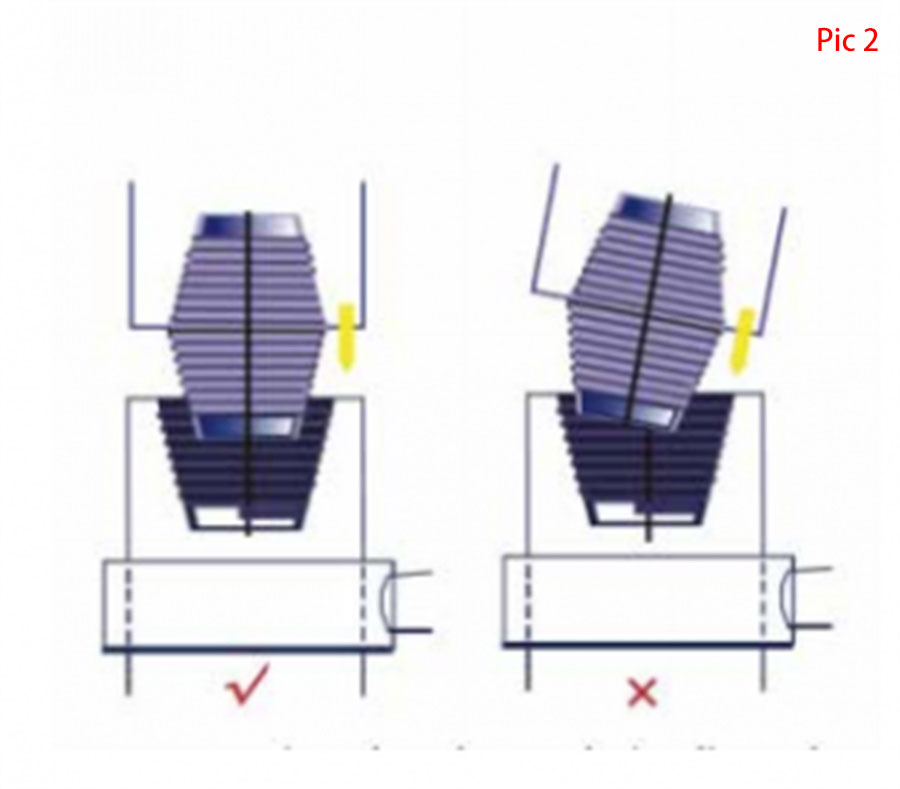
2.Середня лінія ніпеля графітового електрода повинна бути постійною під час з’єднання двох частин графітових електродів; (див. рис. 2)
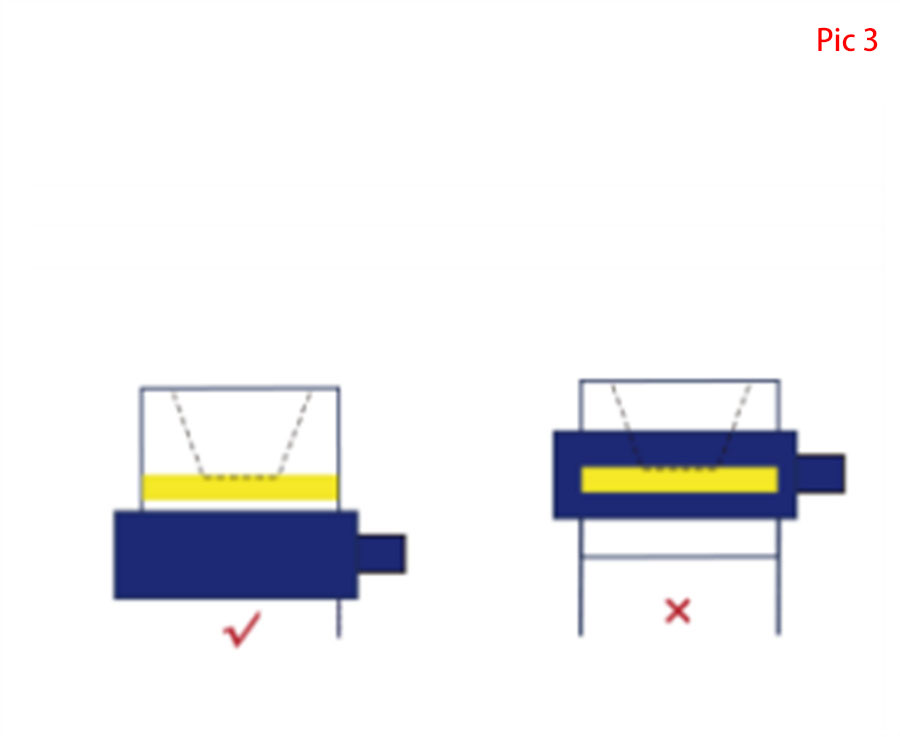
3. Затиск електрода повинен утримуватись у належному положенні: поза лініями безпеки верхнього кінця; (див. рис. 3)
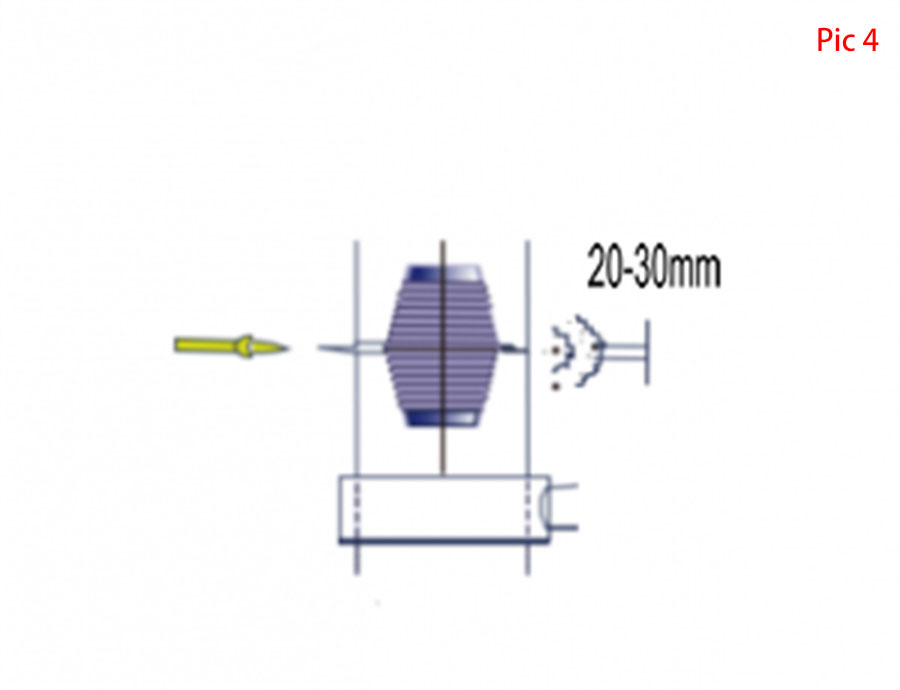
4. Перед затягуванням ніпеля переконайтеся, що поверхня соска чиста, без пилу чи бруду. (див. рис. 4)
Рекомендовані вказівки щодо транспортування та зберігання
1. Працюйте обережно, щоб запобігти ковзанню через нахил електрода та його поломку;
2. Щоб забезпечити торцеву поверхню електрода та різьбу електрода, будь ласка, не зачіпайте електрод на обох кінцях електрода залізним гачком;
3. Це слід сприймати легко, щоб запобігти удару з'єднання та спричинити пошкодження різьби під час завантаження та розвантаження;
4. Не кладіть електроди та з’єднання безпосередньо на землю. Покладіть їх на дерев’яну або залізну раму, щоб запобігти пошкодженню електрода або прилипання до ґрунту. Не знімайте упаковку перед використанням, щоб запобігти потраплянню пилу та сміття. на різьбі або отворі електрода;
5. Електроди повинні бути акуратно розміщені на складі, а обидві сторони стосу мають бути прокладені, щоб запобігти ковзанню. Висота штабелювання електродів зазвичай не перевищує 2 метрів;
6. Електроди для зберігання повинні звернути увагу на дощ і вологостійкість. Вологі електроди слід висушити перед використанням, щоб уникнути розтріскування та посилення окислення під час виготовлення сталі;
7. Зберігайте з’єднувач електрода поблизу високої температури, щоб запобігти плавленню високої температури з’єднувального болта.
Супутні товари
-

HP24 Графітові вугільні електроди діаметром 600 мм Електр...
Технічний параметр Параметр Частина Одиниця HP 600 мм (24”) Дані Номінальний діаметр електрода мм (дюйм) 600 Макс. діаметр мм 613 Мін. діаметр мм 607 Номінальна довжина мм 2200/2700 Макс. довжина мм 2300/2800 Мін. довжина мм 2100/2600 Щільність струму KA/ см2 13-21 Потужність по струму A 38000-58000 Електрод питомого опору мкОм 5,2-6,5 Ніпель 3,2-4,3 Згин...
-

Графітові електроди для виготовлення сталі високої...
Технічний параметр Параметр Частина Одиниця HP 400 мм (16 дюймів) Дані Номінальний діаметр електрода мм (дюйм) 400 Макс. діаметр мм 409 Мін. діаметр мм 403 Номінальна довжина мм 1600/1800 Макс. довжина мм 1700/1900 Мін. довжина мм 1500/1700 Щільність струму KA/ см2 16-24 Потужність по струму A 21000-31000 Питомий опір Електрод мкОм 5,2-6,5 Ніпель 3,5-4,5 Згин...
-

Графітові електроди в електролізі HP 450мм 18...
Технічний параметр Параметр Частина Одиниця HP 450 мм (18 дюймів) Дані Номінальний діаметр електрода мм (дюйм) 450 Макс. діаметр мм 460 Мін. діаметр мм 454 Номінальна довжина мм 1800/2400 Макс. довжина мм 1900/2500 Мін. довжина мм 1700/2300 Щільність струму KA/ см2 15-24 Потужність по струму A 25000-40000 Питомий опір Електрод мкОм 5,2-6,5 Ніпель 3,5-4,5 Згин...
-

Виробники графітових електродів у Китаї HP500...
Технічний параметр Параметр Частина Одиниця HP 500 мм (20 дюймів) Дані Номінальний діаметр електрода мм (дюйм) 500 Макс. діаметр мм 511 Мін. діаметр мм 505 Номінальна довжина мм 1800/2400 Макс. довжина мм 1900/2500 Мін. довжина мм 1700/2300 Щільність струму KA/ см2 15-24 Потужність по струму A 30000-48000 Питомий опір Електрод мкОм 5,2-6,5 Ніпель 3,5-4,5 Вигин ...
-

Графітові електроди електродугової печі HP550m...
Технічний параметр Параметр Частина Одиниця HP 550 мм (22”) Дані Номінальний діаметр електрода мм (дюйм) 550 Макс. діаметр мм 562 Мін. діаметр мм 556 Номінальна довжина мм 1800/2400 Макс. довжина мм 1900/2500 Мін. довжина мм 1700/2300 Щільність струму KA/ см2 14-22 Потужність по струму A 34000-53000 Питомий опір Електрод мкОм 5,2-6,5 Ніпель 3,2-4,3 Згин...
-

Виробники графітових електродів з ніпелями ...
Технічний параметр Параметр Частина Одиниця HP 300 мм (12 дюймів) Дані Номінальний діаметр електрода мм (дюйм) 300 (12) Макс. діаметр мм 307 Мін. діаметр мм 302 Номінальна довжина мм 1600/1800 Макс. довжина мм 1700/1900 Мін. довжина мм 1500/1700 Струм Щільність КА/см2 17-24 Сила струму A 13000-17500 Питомий електрод опору мкОм 5,2-6,5 Ніпель 3,5-4,5 Flexu...





