





Стрижень графітових електродів малого діаметра для електродугових печей у сталеливарній та ливарній промисловості




Технічний параметр
Діаграма 1: Технічний параметр для графітового електрода малого діаметра
| Діаметр | частина | опір | Міцність на згин | Модуль Юнга | Щільність | CTE | Ясень | |
| дюйм | mm | мкОм·м | МПа | ГПа | г/см3 | ×10-6/℃ | % | |
| 3 | 75 | Електрод | 7,5-8,5 | ≥9,0 | ≤9,3 | 1,55-1,64 | ≤2,4 | ≤0,3 |
| Соска | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 4 | 100 | Електрод | 7,5-8,5 | ≥9,0 | ≤9,3 | 1,55-1,64 | ≤2,4 | ≤0,3 |
| Соска | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 6 | 150 | Електрод | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| Соска | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 8 | 200 | Електрод | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| Соска | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 9 | 225 | Електрод | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| Соска | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 10 | 250 | Електрод | 7,5-8,5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| Соска | 5,8-6,5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
Діаграма 2: Потужність струму для графітового електрода малого діаметра
| Діаметр | Поточне навантаження | Щільність струму | Діаметр | Поточне навантаження | Щільність струму | ||
| дюйм | mm | A | А/м2 | дюйм | mm | A | А/м2 |
| 3 | 75 | 1000-1400 | 22-31 | 6 | 150 | 3000-4500 | 16-25 |
| 4 | 100 | 1500-2400 | 19-30 | 8 | 200 | 5000-6900 | 15-21 |
| 5 | 130 | 2200-3400 | 17-26 | 10 | 250 | 7000-10000 | 14-20 |
Переваги
1. Антиоксидаційна обробка для довголіття.
2. Висока чистота, висока щільність, сильна хімічна стабільність.
3. Висока точність обробки, хороша обробка поверхні.
4. Висока механічна міцність, низький електричний опір.
5. Стійкість до розтріскування та розколювання.
6. Висока стійкість до окислення та термічного удару.
Основна програма
- Виплавка карбіду кальцію
- Виробництво карборунду
- Рафінування корунду
- Виплавка рідкісних металів
- Феросиліцієвий завод вогнетривів
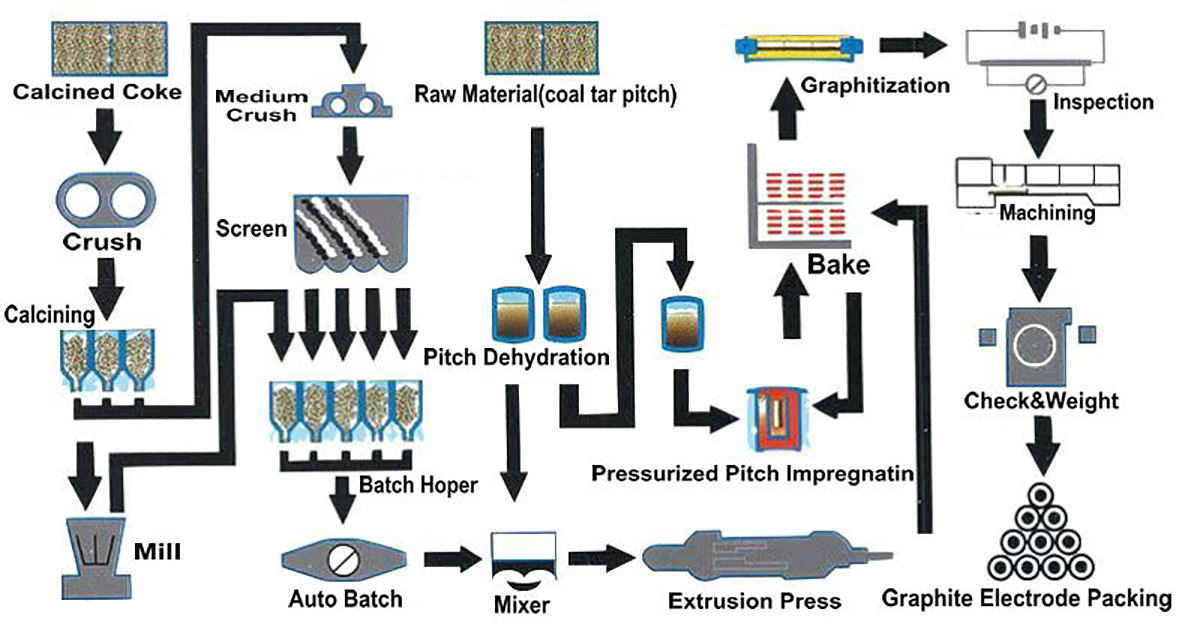
Процес виробництва графітового електрода RP
Лінійка якості поверхні
1. Дефекти або отвори не повинні перевищувати двох частин на поверхні графітового електрода, а розмір дефектів або отворів не повинен перевищувати дані в таблиці нижче.
2. На поверхні електрода немає поперечної тріщини. Для поздовжньої тріщини її довжина не повинна перевищувати 5% окружності графітового електрода, її ширина повинна бути в межах 0,3-1,0 мм. Дані про поздовжню тріщину мають бути менше 0,3 мм. бути незначним
3. Ширина шорсткої (чорної) області на поверхні графітового електрода повинна бути не менше 1/10 окружності графітового електрода, а довжина шорсткої (чорної) області — понад 1/3 довжини графітового електрода. не допускається.